服务热线
18103314772
手 机:18103314772
邮 箱:jingshizhizao@163.com
地 址:石家庄红旗大街567号元氏天山国际制造园57号
网 址:www.ericpaullevy.com
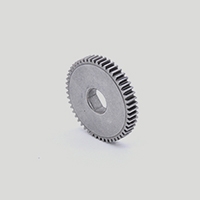
为提高粉末冶金齿轮的强度和耐磨性,我们通常需要在粉末冶金齿轮烧结之后追加后加工处理工程,以便提高其使用性能。如:粉末冶金齿轮的后处理,粉末冶金齿轮厂家的工程师一般会使用表面水蒸气处理和渗碳处理这两种方式来增加产品的耐磨性和表面硬度。普通的FN0205粉末冶金齿轮可以承载扭矩可以达到14NM,温压零件可以达到20NM,如果温压FD0405可以达到25左右,在全套齿轮采用专业粉末冶金设计允许修形的情况下,轻度还可以提高30-40%。
在粉末冶金工艺中,对尺寸变化尤其是对模具尺寸的设计进行控制与预测是非常重要的。粉末冶金工艺的大特点之一就是可以制造形状复杂、同时获得近净形的零件产品。通常,在成形时所得的压坯具有较高的精度,但由于在烧结过程中粉末颗粒间的重新结合与排列,造成制品的膨胀或收缩,使得烧结后的齿轮等产品的几何精度或尺寸精度降低。
在粉末冶金零件和粉末冶金合金齿轮的制造过程中,尺寸的控制或预测是一项重要的考虑因素。一般烧结的目标之一是使零件的尺寸与成形模腔的尺寸一致。但是2022世界杯亚预赛积分榜 的尺寸变化,主要受原料粉末的特性、成形条件、烧结温度及烧结时间等工艺参数的影响,这些参数还会影响成品的尺寸精度、显微结构和力学性能等。
粉末冶金齿轮在一般烧结温度下烧结时,齿面皆呈膨胀现象,随着烧结温度升高,齿轮的显微结构更致密,齿面膨胀量减少,甚至由膨胀变为收缩,齿形压力角也会逐渐变大。由测试结果得知,不论齿轮尺寸呈膨胀或收缩现象,齿形误差均从齿根往齿冠逐渐增大,以齿冠部分变化量较大,而此变化将造成齿形压力角的改变,即当齿轮尺寸膨胀时齿形压力角变小,收缩时齿形压力角变大。粉末冶金齿轮烧结温度影响齿轮成品的尺寸大小及齿形精度,调整烧结温度可提高粉末冶金齿轮的精度。